
1.制范
定窯印花產品,是利用一種模具拍打印制而成的。這種印花模具就是陶范,陶范或稱模子,俗稱印托、托子。定窯印花所用陶范為陶制(細陶)或瓷制,而后素燒,史稱陶范。定窯印花離不開陶范。而印花之前,陶范必須預制。藝術家欲在盤、碗中表現的題材,則必須在陶范上進行創作方可達于目的。陶范一經制成,可連續使用。陶范是生產統一形式器物作品的瓷母。
2.陶范設計
制作印花陶范,第一道工序就是設計。一種印花作品的推出及其成功與否,關鍵看設計的成敗。宋代定窯印花產品,主要為盤、碗,其外為一些大件器物所粘貼的印花紋樣。陶范設計,首先是基于人們對產品形制的設計理念,意在表現什么裝飾主題,采用什么樣的表現手法;其次為產品規格,產品成型后的風格特點等。這些數據和目的確定后,即可進入陶范設計。
陶范設計,需要弄明白陶范外部形式正是所設計產品的內部形式。產品內形設計除保證其基本形制風格外,最重要的是注重產品口沿的形式和厚度處理,預想成瓷形式規格,設計時讓出適量寬余,待修整后,正符合自己的設計愿望。如果產品內形有特殊要求,帶有局部凹凸和其他要求的設計,制范前則必須事先考慮進去,以免留下不必要的反復、浪費、甚至是遺憾。
陶范設計形式,內形多呈圓弧狀,一般為深盤、淺碗設計。有時是平底盤,有時是折腰盤,甚至是寬邊盤和碗,而這些均為有特殊形式和要求的。在一般形式中,形內需要作一些不同花形的輕微的凹凸處理是可以允許的,陶范只是一種器具、工具,而不是器物,即不是產品本身,所以制范是要著重考慮和認識自身的功用極限。鑒于拍打壓印的外用力,為達到所壓印產品完好及紋飾清晰,最好舍棄內形頻繁的變化和明顯的凹凸。這是陶范設計值得注意的問題。
陶范設計,厚度要求作到恰到好處。這里主要考慮的是在壓印時要撐得起一定的外力,這就需要確定陶范厚度設計,盡量增強陶范的結構強度。加強厚度,過厚則素燒中容易開裂,且放置使用均不便操作。根據實踐得出:直徑30cm左右陶范,厚度在2.5—3cm為宜;直徑在25cm左右陶范,厚度在1.5—2cm為宜;直徑20cm左右陶范,厚度在1.2—1.5cm左右為宜,其他超大件或超小件可參照設計。一般陶范設計,邊沿薄于中間。這樣更具有抗外力作用。陶范設計最忌均勻或中間薄邊沿厚。
3.拉坯制形
陶范設計好后,按圖紙規格由拉坯制成。按實用效果和具體功能,制形泥料有不同要求,大件產品陶范用泥料粗些,小件相對細些。根據經驗,用拉坯產品泥料制陶范最為合適。陶范制形嚴格尊重圖紙設計要求,不允許有絲毫改動或手法過失。因為陶范形制直接表現的是產品的形制風格,陶范的無意改動必然導致產品創意變味。
制范不比產品拉坯和修坯快。產品拉坯和修坯在同等規格要求下允許有出入,而陶范制形則務在規格準確,壁面光滑,無雜質及其他瑕疵。制作步驟是,拉坯成形后,從輪盤取下,進行自然縮水,待坯體挺得住即具有一定硬度時,再上輪進行修整。修整過程要做到嚴、精、準、光四字要訣。嚴,即嚴肅認真,不使大意;精,指刀法精到,謹慎有章法;準,按規格要求準確無誤,再現設計目的;光,為陶范壁面無塵,光潔如鏡。前二者為修整操作,后二者為陶范修整的藝術要求。
4.描稿
接過做好的半成品陶范,開始按總體設計進行下一步——刻制,即陶范上花紋的具體雕琢。
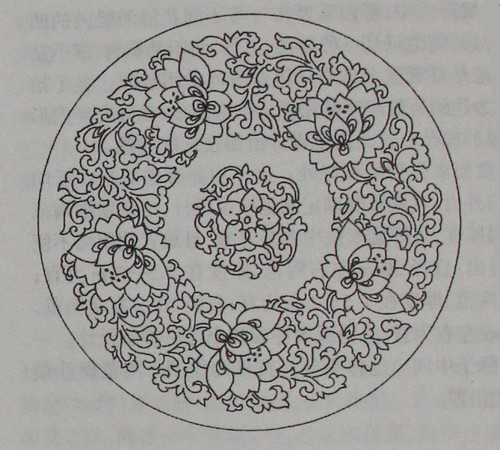
定窯蓮紋印花盤紋樣(創新 陳文增設計)
陶范刻制之始,必先在紙上描稿,描稿紙以宣紙和毛邊紙為佳,直徑規格按陶范實際規格進行安排,做到實物陶范與紙上花紋的協調一致。由于實物陶范為立體半圓狀,為實際規格,紙上紋飾是平面的,稱虛擬規格。把平面紋飾移植到實物陶范時,實物陶范圓周凸起部分,必然遺留部分空間。也就是說范長紙短,陶范面積大,紙稿面積小。為解決這個問題,描稿時一定注意實物所遺空間的補充。這種補充不是在紙面上,而是在拓圖后依其效果進行正填補。這種補充往往加大局部的稀疏感,沖淡主題。為避免這種現象產生,描稿時預計下步拓圖時的紙稿分割情況,盡量加大主題設計分量,這個主題可能是幾個花朵,或兩枝花朵兩片葉。分割時保留加大后主題的完整,只補充纏枝及次要部分。這是一個例子,任何一個裝飾畫面都能有效把握和處理。
描稿宜用普通墨汁,即次墨汁,不宜用“一得閣”和“中華墨汁”,以及質量較好的墨汁。目的在于具有滲透性,讓畫稿墨色染在陶范上,留下明顯的墨痕。由于佳墨和名墨不褪色無湮透,故不堪用。為保證陶范花紋清晰,以利于后道工序順利進行,描稿墨線要細,不能粗,因拓圖時墨線遇水即湮,墨線可呈2—3倍遞增,陶范容易模糊,給刻制造成不便。這樣講并非說描稿越細越好,墨線過細,紙上染墨過少,肯定不能有效地透于范壁上。所以,描稿時應根據陶范規格大小,分別使用墨線。為了萬無一失,可用坯子碎塊預試墨色與墨線的適應情況,待調好掌握后再正式進入設計。
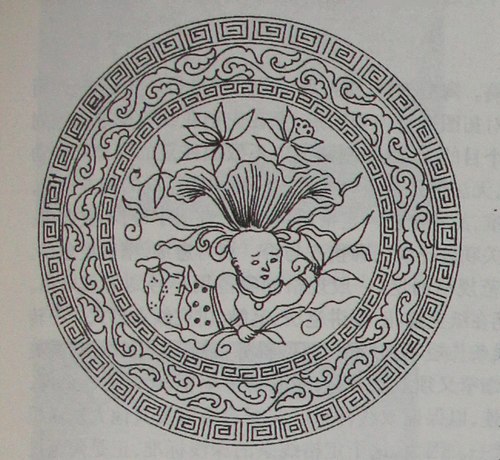
宋·定窯嬰兒戲蓮紋印花平底盤(私人收藏)
5.拓圖
把描好的墨稿反貼在陶范上,即墨線向著范壁,準確輕撫,用漿糊先固定好。隨后用左手撫范,右手用海綿稍蘸清水輕輕慢慢按拭,把紙稿濕透,待畫稿緊緊貼于范壁上,再用海綿用力按壓畫稿,以使墨線成功地拓于范壁。用海綿蘸水按拭,注意使水小而均勻,范壁受水量越少越好,這樣使畫稿中墨線不致于產生局部不勻現象,又不致于破壞范壁的結構強度。
畫稿與陶范粘貼時,由于畫稿是平面的,陶范是凸起的,紙長部位要形成疊褶。這時即可把畫稿按描稿時的預先設計,分幾塊剪裁開來貼上去。再就是每兩個邊也會有不合適的地方,那就按每隔一段,打一小褶,使在一定長度的邊沿上有次序地分打成幾小褶,這樣便不影響總體效果。如此一來,一幅完整的圖案就會呈比例復合一體,不會因拓圖不當造成構圖的擁擠或稀疏,更不會失去對稱和均衡美。拓圖說到底是把一個完整的畫稿,在凸起不同的范壁上分段進行對接,是一種“二方”連續的畫面設計。要求在這分段式“二方”連續中完美地展示其設計目的。
畫稿在陶范上進行拓圖,因陶范設計各異,有高矮之分,有大小之別。雖然在如上已作了布置和分割,一些拓圖不能觸及的地方往往留下比例不等的空白,必須進行墨筆修復,其目的是填空補闕。對一些拉斷的枝或葉等進行補充,目的是連續四方畫面,以達到拓圖的完美性。
6.定格
定格或稱定稿。陶范刻制,需按要求分二步進行。先定格,即用小號劃刀(錐狀)對拓圖進行勾劃定形,意在先把花紋輪廓準確地劃一遍。定格有兩個目的,一是在刻制當中不致因往復的摩擦和轉動使拓圖墨線蹭掉,無法辨認而影響奏刀。二是規定花紋的基本深度,規定花紋雕刻標準,故稱定格。定格所用劃刀,宜用小號,不宜太粗,因劃刀粗細直接關聯著花紋輪廓整齊與否。劃刀愈細,精確度愈高。當然還必須按陶范規格而定,一般規格的陶范用小號劃刀就可以。定格用刀,如使筆在紙上描花,要講筆法、筆觸,講究線條形式。一轉一折如筆起止,線條長短不拘,重在隨形就勢,妙在洗練、恰當,柔美而不粗泛。花莖細窄又須雙線并行,忌其匆忙草率,而是由淺到深,意在不使雙線通連,以保證雙線神采。花瓣邊緣以及其他大塊面積用線,做到深淺統一。因為,這個定格線條的深淺標準,正是陶范設計花紋凸起的高度。定格時任何不慎和失誤,將毫不掩飾地反映到陶范刻制中來,最終體現的是產品的工藝格調和藝術效果。
7.奏刀
奏刀與定格為一道工序,屬于刻范的后道工序,至關重要。印花刻制用刀為內斜刀法,同刻劃花用的外斜刀法正好相反。另刻劃花外斜刀法瞬間揮就,不許復刀;而印花的內斜刀法則著重精雕細琢。不要求也沒有必要一步到位。宜用層層漫剝之法,達到嚴謹準確,完好無過。
刻制之始,審視范面,首先根據構圖設計要求,分清裝飾主題與裝飾陪襯的關系。常規情況下,除適合紋樣外,花構圖多為二方連續或四方連續,花朵形式少則兩朵或是四朵,枝葉纏繞、穿插井然有致。縱是按六爻八卦乾坤震巽,紛紜雜然,固不失陰陽向背之理。這種層次的處理就是主題與陪襯的關系。這種關系的處理也可借鑒山水繪畫的設色辦法,即可將近景、遠景、中景三部分劃開,按主次分深淺有步驟地進行刻制。
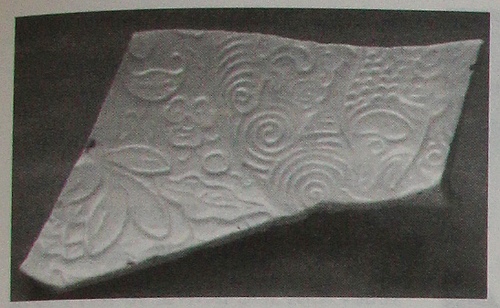
陶范刻制,古代表現手法不一,有的著重表現的是一個外輪廓線,其他裝飾部位凸凹并不明顯。(私人收藏)
陶范刻制使用的是陰刻,即把花紋裝飾凹下去。因為盤、碗成瓷所表現的是陽紋,凸起的。一反一正,陶范自然要求陰紋凹下。陶范刻制,古代表現手法不一,有的著重表現的是一條外輪廓線,其他裝飾部位凹凸并不明顯(見圖)。有的則是花紋邊緣凸起較大。斜面向內,漸斜漸出。正如以上講到的內斜刀法,在使刀程度上,陶范可分為三種形式,一為高凸型,這種形式要求陶范花紋凹下最深處為1—2mm,所印盤、碗效果凸起明顯(見圖)。

高凸型印花(私人收藏)
裝飾效果同于淺浮雕,適于壁掛欣賞,適于盛裝水果、點心之類。另一種為微凸型,凹下邊緣深度0.3—0.5mm左右,此種印花效果細膩工整、秀美優雅,刻時尤須精到致微,屬高難操作。這種作品最能體現定窯獨特風格,古今以來為難得佳品。此種印花效果用手觸摸無明顯起伏,視之則立體感很強(見圖)。再一種是居以高凸與低凸之間的刻制方法,為中凸型,凹下深度為O.5—0.8mm左右,在古定窯生產史上,這類即花產品占比例較大,便于制作,屬于中性難度工藝。
微凸型印花(曲陽縣定窯遺址文物保管所藏)
陶范刻制除按設計要求產生不同形式風格的產品外,一個最重要的問題是陶范在使用時的開合角度,注重清楚拍印和揭范的起止方向。按照每種產品形式(陶范形式)確立使刀角度,使揭范方向與使刀切入方向一致,順利脫范,使裝飾花紋能得以完美表現。
中凸型印花(私人收藏)
8.素燒
陶范制好,在室內晾干,不使受風受熱,避免發生紋裂,干透后入窯素燒。何謂素燒,即壁面不施釉,保持素凈,以為適用方便。陶范入窯素燒前,先制空心圓形瓷泥墊片,厚度可按陶范要求在5一lOmm不等,同時在墊片上面或底面由中心向邊緣用刀刻二至三條深度為2一3mm的透氣線,以使在升溫過程中有效排出內部氣流,防止升溫炸裂。陶范素燒溫度宜在1100℃左右,不使偏高或偏低。成功的陶范必須備于兩個條件,一是吸水率,陶范的吸水率不低于10%,因在使用過程中便于及時揭范。二為堅固性,強調質地強度,在拍打壓印時,不致碎裂。陶范的堅固性和吸水率是一對矛盾。陶范的吸水率,只有在低溫素燒情況下產生,不能超過限定燒成溫度;而堅固性則又必須在高溫情況下達到,燒成溫度越高質地強度越大。而陶范既強調吸水率,又注重堅固性,因此必須在二者之間選擇最佳定位。
素燒陶范的溫度已經確定,但燒成曲線則又不同于一般的瓷器燒成。陶瓷器壁,一般不超過5一lOmm厚度。而一只陶范最薄也在15mm之外,故燒成時間一定要相對延長,特別是低溫階段一定要平緩慢推,以使在順序漸進中得到成功(見陶范燒成曲線圖)。
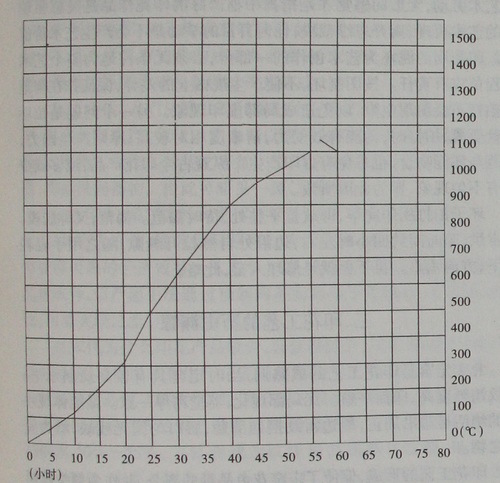
陶范燒成曲線圖
9.印花
定窯印花程序,按圖紙要求預制陶范。再按圖紙要求拉坯,濕坯做好放置在石膏板上進行印前縮水。待到泥坯半濕半硬朗時,扣在陶范上面,用手著準按穩后從輕漸重,用木條拍打泥坯。拍打順序由底部到口部,采用重疊旋轉式依次拍打。邊拍打邊用手按撫,時刻注意泥坯與陶范之間不能產生松動。關鍵在于:不印則罷,印之則準。否則會發生印紋重復現象,影響印花效果。
拍打用力,宜用中力、小力,不宜用大力。大力、小力如何分辨,標準為不傷及陶范與坯體為宜。拍打使陶范均勻受力,只有均勻受力,所印花紋才能普遍清晰,均勻受力才不致局部模糊或留有死角。若用力大小不勻,或雜亂無章,則必然導致坯體受損,甚至破壞粒子排列,燒成過程中容易導致形變。
拍打用力宜垂直用力,以陶范每一局部為平面,只允許直拍,不允許斜拍。直拍力篤,斜拍力虛。直拍印紋易牢而清晰;斜拍印紋易浮而挫動。拍打中不諳藝道,揭范便見其拙。凡藝有道則無定法,技巧是必要的,而心悟則為藝術成功之母。
拍打過程是一種工藝過程,又是藝術產生過程。所以,操作者要主動把技術經驗融于心理感應,以獲得全新技巧。拍印,說穿了是一種藝術勞動,無形的感覺才是指揮中樞。好的印花作品是靈感驅動下的藝術再現,離開思維裁決,任何盲目的舉動是不會產生藝術價值的。印花用的泥坯為藝術創作的一部分,必須無條件地為整個藝術過程負應有責任。按圖制坯,不使產生規格上的差異,保證扣在陶范上拍打不會出現空隙,以免造成局部虛印現象。另一個問題是拉坯盡量要薄,拍打時,薄能有效受力,清晰度相對較高;厚則產生阻力,雖范與坯能吻合,也難免有虛印產生。縱觀古今印花產品,或多或少都有不勻現象,皆為此因所致。
坯子拍打壓印完畢,即放置平整處,待時揭范。揭范,又稱脫模。正常烘、晾時間約四小時左右,邊沿處自然拉開縫隙,隨之用手輕輕揭下,方向垂直。再下面就是修坯入窯,此略。